Crossbreeding systems for beef cattle
Crossbreeding is the mating of two or more breeds to produce crossbred progeny. Crossbreeding is undertaken to:
- Utilise the desired attributes of two or more breeds
- Produce progeny better suited to target markets while maintaining environmental adaption
- Improve productivity quicker in traits which are slow to change within a breed i.e. environmental adaption, fertility and carcase traits
- Take advantage of the production improvements which arise from heterosis (hybrid vigour) when breeds are crossed.
Combining the attributes of two or more breeds
The first step is to clearly define the production levels in your current herd for all the economically important traits in your herd.
The next step is to determine what production levels are needed for each of those economically important traits, to meet the requirements of the market you are aiming for.
By looking at where you are and where you need to be, you can determine the appropriate breeding objectives for your herd. Identifying breeding objectives is fundamental to planned cattle breeding. Generally, these objectives can be met either by selecting within the current herd or by introducing new breeds into the herd. The introduction of new breeds merely provides a ‘quantum leap’ in changing the genetics of the herd (see Breed selection). However an ongoing selection program is still required to continue to make genetic improvements.
Taking advantage of heterosis
Heterosis is the production advantage that can be obtained from crossing breeds, or strains, which are genetically diverse. The new combinations of genetic material can lead to production advantages over and above the average of the two parent breeds or strains. To be of economic advantage, the new production levels need to be above those of either parent strain or breed – otherwise you are better off sticking with the superior parent line.
Heterosis tends to be greater for traits – such as fitness or fertility traits – which are less likely to respond to conventional selection. For example, the level of heterosis achievable for fertility traits is likely to be double that which might be obtained for growth or carcase traits.
Steps in establishing a crossbreeding program
Steps that need to be followed in setting up a cross breeding program.
- Define your current situation in relation to markets, breeds, nutrition, environment and management.
- Define the management and nutrition levels it is possible to achieve in your environment.
- Define what market, or markets, you are aiming for and determine breeding objectives.
- Decide which breed types will perform best in relation to your desired production traits.
- Set out a long-term breeding program – the final crossbreeding system may take up to ten years or more to achieve.
- Stick to your plan once it has been established.
Crossbreeding systems
There are five basic crossbreeding systems available to the commercial beef producer.
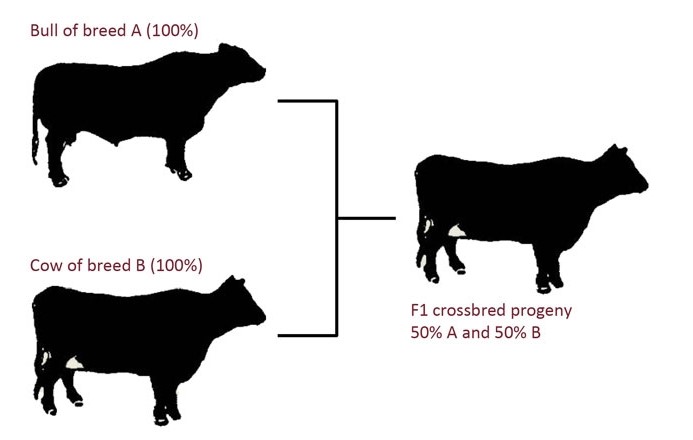
Two breed cross
The two breed cross system produces first cross, or F1, progeny. In this system, the progeny resulting from the cross of two breeds are usually all sold for slaughter or to another commercial breeder. This system is frequently used in northern New South Wales where there are specific F1 sales.
The system is most useful for situations in which females of a specific breed are well adapted to a given environment. An example is Bos indicus bred females in north, central and coastal Queensland. These adapted females can be mated to a sire of another breed, resulting in heterosis for traits such as growth, improved carcase, feed conversion efficiency and vigour.
Backcross
In a backcross system, all male calves produced from the first cross are sold for slaughter. Female F1 crossbred progeny are mated to males of one of the parental breeds and all progeny are sold for slaughter. This breeding system takes full advantage of heterosis for maternal traits such as fertility of the cow, and milking/mothering ability (as the mother expresses 100% of possible heterosis) and half of the possible heterosis for growth.
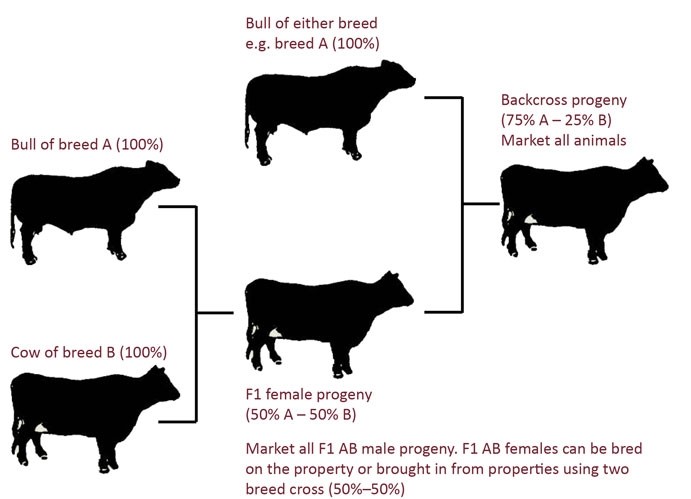
This approach is most useful where adaptation to a specific environment is required from a particular maternal breed but where characteristics from the other parental breed are desired for carcase or growth traits. The crossbred F1 female would also have satisfactory environmental adaptation.
Continual backcrossing is the system used by producers to upgrade or change from one breed to another without having to buy purebred cows, such as in development of Brahman herds in Queensland.
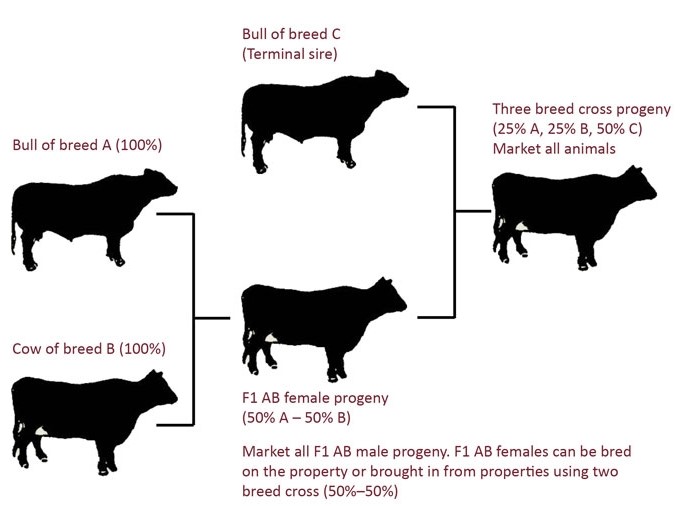
Three breed cross
Three breed cross requires the input of three separate breeds. Along similar principles as with backcross, all first cross male progeny are sold. First cross females are joined with bulls of a third unrelated breed, instead of with one of the parent breeds as in the backcross. All progeny of F1 dams are sold for slaughter.
This system takes advantage of both maternal and individual heterosis, and of the complementarity of three breeds. An example would be the a case where the first two breeds are chosen to achieve maternal heterosis and adaptation to an environment, while the third breed (terminal sire breed) produces the most acceptable turnoff animals. This use of the F1 female is generally considered to produce the greatest lift in productivity, but it is influenced by the quality of the purebreds maintained to breed the F1 females.
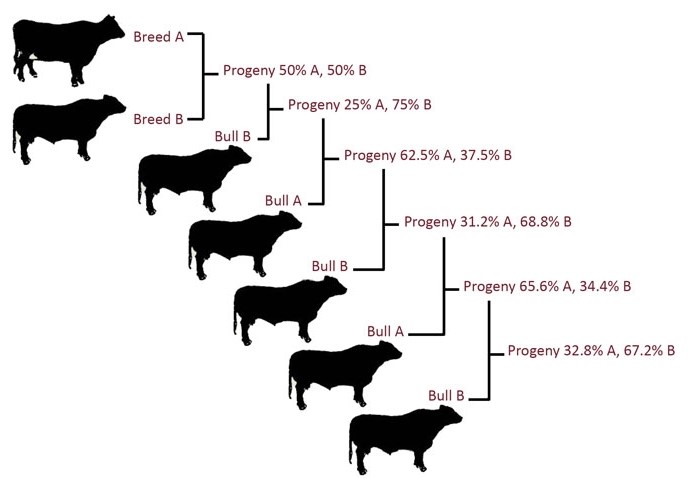
Rotational cross
Rotational crossbreeding, sometimes referred to as sequence breeding, is when males of two or more breeds are mated to crossbred females. Over a number of years, each breed will have contributed its strengths and weaknesses equally.
Variation seen in the progeny in early years of a rotational crossbreeding program may make it more difficult to consistently meet a specific market requirement in this production system. When the breeds used are similar, consistency of performance is less likely to be a problem, although levels of heterosis will also be lower if breeds or breed groupings are relatively closely related.
Levels of heterosis achieved in rotational crossbreeding depend on the number of breeds involved. Once stabilised after many crosses, with a number of breeds (n) contributing equally, the level of retained heterosis may be expressed as:
(2n–2) / (2n–1)
Rotational crosses express more heterosis than composites which use the same number of breeds. This increased heterosis in rotational systems is a result of close to maximum heterosis being achieved in each cross with the purebreed.
All animals in the herd benefit from heterosis for both growth and maternal traits in rotational crossbreeding. When three or more breeds are used, heterosis levels of 86% or greater may be achieved. These compare very favourably with self-replacing terminal cross systems in which only about half the progeny show heterosis for growth and only a third of progeny benefit from heterosis in their dam.
In rotational crossbreeding, replacement females are generated for the enterprise from the mating program. All females are potentially available for selection as replacements, whereas in self replacing terminal cross systems, about a third of the heifers are not available for selection. This means a reduced possibility for genetic improvement through heifer selection, placing that pressure on bull selection.
Because in rotational crossbreeding the mating involves several groups of females of different breed combinations with bulls of different breeds, this system has specific management requirements.
Composite breed
Development of a composite or synthetic breed results from the crossing of two or more existing breeds. There are many examples of this in Queensland: Santa Gertrudis, Droughtmaster, Braford, Charbray, Brangus and Belmont Red.
The primary advantage of forming composite breeds is that after the initial crosses are made, management requirements are the same as for straight breeding. Should a market signal indicate a change to the characteristics of the composite, there is opportunity to change direction by incorporating another breed or crossbreed.
The initial choice of breeds must be based on those which have desirable traits for a particular environment and for the target market.
The percentage of heterosis increases as more breeds contribute in the initial mating program. While the heterosis will not be as high as that achieved with a rotational crossbreeding program with the same number of breeds, the management requirements will be reduced.
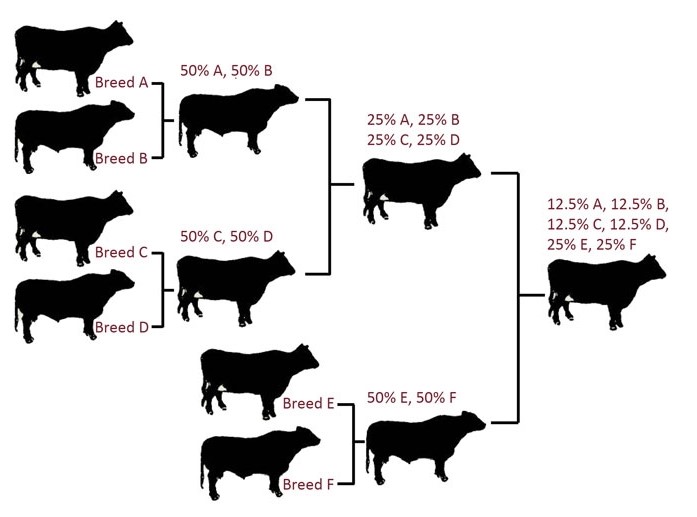
For instance, if there are three breeds in a given composite, the amount of retained heterosis would be expected to be (3-1) ÷ 3 or two-thirds or 67%.
Inbreeding is not usually significant when numbers are greater than 200 or 300 breeders. However, in smaller herds inbreeding can be a problem. In the extreme case where a herd uses only one bull all heterosis is lost after approximately eight generations or 40 years.
Comparing crossbreeding systems
The relationship between the various mating systems, per cent of maximum heterosis retained and percentage increase in weight of calf weaned per cow exposed is shown in the table below.
Table 1. Percentage of maximum heterosis expected in progeny
| Mating system | Maximum heterosis retained | Superiority over parent breeds | ||
|---|---|---|---|---|
| Individual (%) | Maternal (%) | Increased weight of calf weight weaned / cow exposed (%) | Increased value of calf weight weaned / cow exposed at $1.30/kg liveweight gain (%) |
|
| 2 breed cross | ||||
| A x B | 100 | 0 | 8.5 | 16.50 |
| 3 breed cross | ||||
| (A x B) x C | 100 | 100 | 23.3 | 45 |
| Rotational crosses* | ||||
| 2 breed | 33 | 67 | 12.7 | 25 |
| 3 breed | 86 | 86 | 20 | 40 |
| 4 breed | 93 | 93 | 21.7 | 42 |
| Composite crossbreed | ||||
| 2 breed | 50 | 50 | 11.6 | 22.5 |
| 3 breed | 67 | 67 | 15.6 | 30.5 |
| 4 breed | 75 | 75 | 17.5 | 34 |
| 5 breed | 80 | 80 | 18.6 | 36 |
| 6 breed | 83 | 83 | 19.3 | 37.5 |
*This breeding system refers to Bos taurus x Bos taurus or Sanga x Bos taurus crosses after about seven different matings.
Input of purebreeds
All crossbreeding systems require the continuing input of purebred animals. The numbers of animals required to achieve this should not be under-estimated.
Regular crossing provides stud breeders with a substantial incentive to maintain and improve their straightbred populations, particularly in relation to objective performance criteria.
Further information
Source: adapted from ‘Breeding for profit’, compiled by John Bertram, et al. 2009.
Reviewed and updated by Mick Sullivan, February 2021.